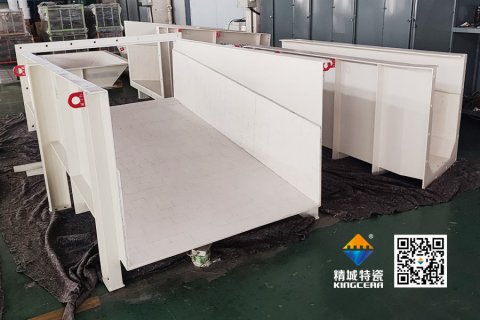
在锂电材料的制备流程中,砂磨机承担着将粗颗粒研磨至微米甚至纳米级别的重任,但研磨过程却面临金属污染的风险。砂磨机的底板和端盖长期与高速浆料接触,磨损不可避免。一旦金属部件裸露并摩擦产生微屑,就会混入浆料,影响最终产品的纯度和电化学性能。
因此,越来越多的锂电材料企业选择在砂磨机内部关键部位以陶瓷替代金属,用陶瓷隔绝金属,从物理上切断污染源。
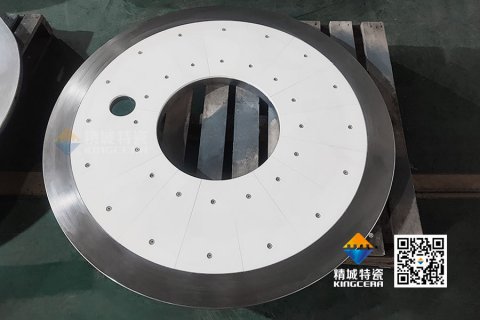
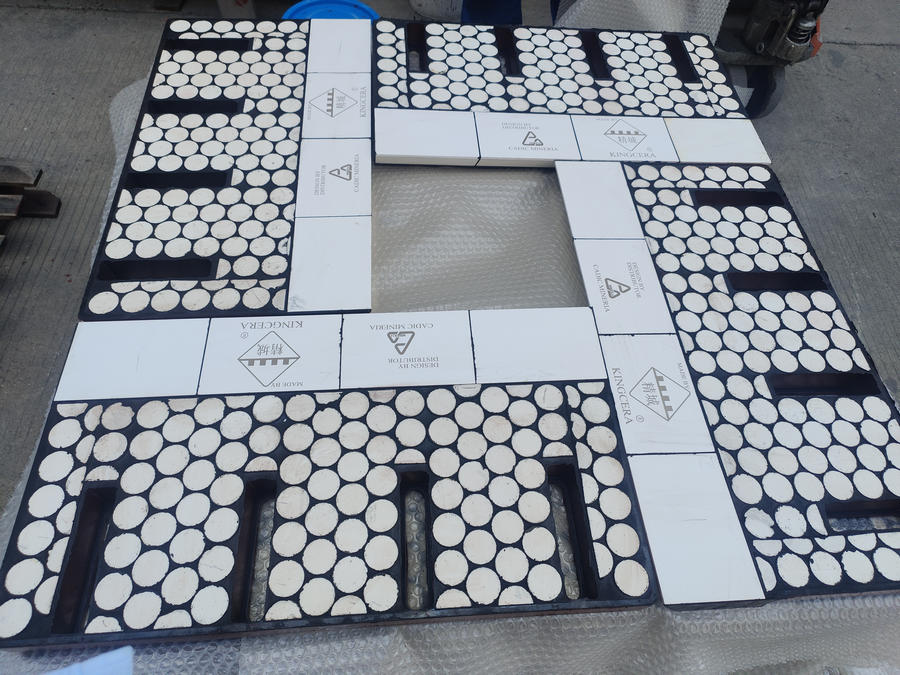
湖南一家客户找到了精城特瓷,他们要做砂磨机专用的底板陶瓷和
端盖陶瓷。这两类部件有几个共同特点:扇形结构、尺寸大、异形、精度要求高。
大尺寸意味着大难度,该项目中,最大的扇形陶瓷件半径达到了517mm。对于陶瓷制品而言,这已经是一个相当惊人的尺寸。
陶瓷的成型和烧结过程存在收缩,且受坯体密度、烧结温度、保温时间等多重因素影响。尺寸越大,收缩的绝对偏差就越大。一块半径500mm以上的扇形结构陶瓷,烧结后半径偏差几个毫米,在视觉上可能并不明显,但装配时就会出问题。客户显然清楚这一点。他们对精度的要求明确且严格,但精城交付的产品做到了“严丝合缝”。
除了扇形轮廓,该产品上还分布着孔洞和缺口。这些结构特征服务于砂磨机的定位、固定和流道设计。孔洞的位置精度、孔径公差、缺口的形状和尺寸,每一项都需要在加工阶段精确控制。而对于ARZ陶瓷这种硬脆材料,多打一个孔、多磨一个缺口,难度都会成倍增加,对加工设备、工艺水平都有极高要求。但精城不但接下了这个项目,而且交上了一份完美答卷。
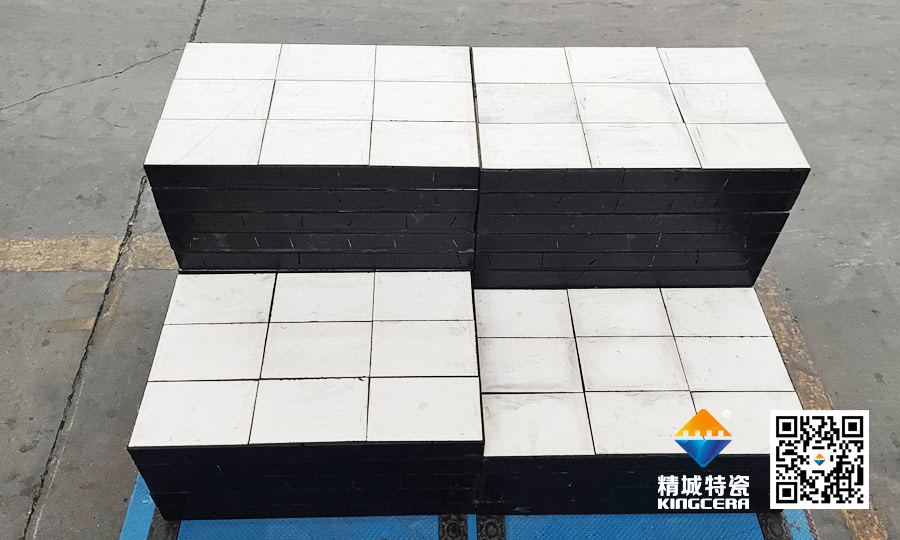
成型阶段,精城采用大尺寸等静压成型,确保扇形坯体密度均匀。密度均匀是烧结后变形小的基础。如果坯体密度分布不均,烧结时不同区域的收缩率就会不一致,最终产品可能出现翘曲、扭曲,这种变形几乎无法通过后续加工完全修正。
烧结环节,精城拥有足以容纳大尺寸工件的高温窑炉。烧结曲线经过反复优化,升温和降温速率被精确控制,以最大限度减少热应力。
真正体现加工能力的是后续的加工工序。精城配备了大型数控加工中心,专门处理高精度
陶瓷结构件。
先进且完善的设备、成熟的工艺、丰富的经验、技术精湛的工人,让精城具有接这种高精尖订单的条件,而迎难而上、精益求精的态度让精城有完成此类订单的底气。精城特瓷——值得信赖的防磨专家!
文/陈胤 谢勇
 0731-84069187
15674861808
0731-84069187
15674861808
 中文
中文 English
English Español
Español русский
русский 日本語
日本語 한국어
한국어































 湘公网安备 43012102000459号
湘公网安备 43012102000459号